BORANG PEMERIKSAAN VISUAL (BUTT FUSION)
Projek :
Nama :
No sijil :
Nama syarikat :
KRITERIA
✔
✖
KEADAAN TAPAK
Kawasan tapak berada dalam keadaan yang bersih dan kering.
MESIN DAN OPERATOR MESIN
Menggunakan mesin CNC Butt Fusion.
- Heating plate - non stick PTFE coating (In storage case)
- Pipe planer - with safety lock and microswitch (In storage case)
- Clamps (movable 3rd clamps)
- CNC Hydraulic unit
- Heating plate - non stick PTFE coating (In storage case)
- Pipe planer - with safety lock and microswitch (In storage case)
- Clamps (movable 3rd clamps)
- CNC Hydraulic unit
Mesin CNC Butt Fusion mempunyai data logger.
Operator mesin mahir, telah dilatih dan mempunyai sijil yang disahkan oleh
jurulatih yang diluluskan oleh Ranhill SAJ.
jurulatih yang diluluskan oleh Ranhill SAJ.
PEMERIKSAAN SELEPAS PROSES PENYAMBUNGAN BUTT FUSION
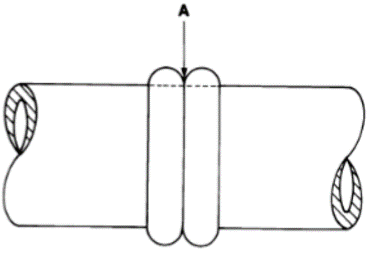
(i)
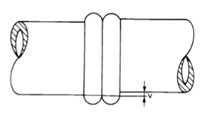
Lurah-V 'A' yang terbentuk di antara beads mestilah tidak lebih daripada kedalaman daripada beads
di atas permukaan paip. (Rujuk Rajah 1).
di atas permukaan paip. (Rujuk Rajah 1).
|
Outside Diameter (mm) |
Wall Thickness (mm) |
SDR | Bead Width (mm) |
|---|---|---|---|
| 110 | 10.0 | 11 | 8-13 |
| 125 | 11.4 | 11 | 9-14 |
| 160 | 14.6 | 11 | 10-17 |
| 180 | 16.4 | 11 | 11-18 |
| 200 | 18.2 | 11 | 12-19 |
| 225 | 20.5 | 11 | 12-21 |
| 250 | 22.7 | 11 | 13-22 |
| 280 | 25.4 | 11 | 14-23 |
| 315 | 28.6 | 11 | 15-24 |
| 355 | 32.2 | 11 | 16-26 |
| 400 | 36.3 | 11 | 17-28 |
| 450 | 40.9 | 11 | 18-30 |
| 500 | 45.4 | 11 | 20-32 |
| 560 | 50.8 | 11 | 22-34 |
| 630 | 57.2 | 11 | 24-37 |
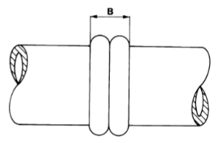
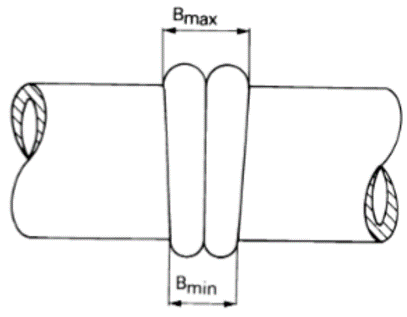
Jika nilai bead 'B' yang terhasil tidak berada di dalam nilai bead yang disenaraikan di dalam jadual di
atas, penyambungan butt fusion tersebut mestilah ditolak.
atas, penyambungan butt fusion tersebut mestilah ditolak.
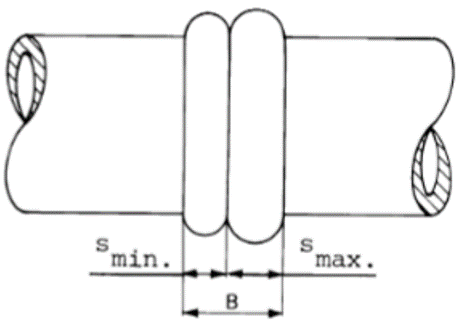
Selain daripada saiz bead, terdapat juga beberapa kriteria bead lain yang memerlukan pemeriksaan
secara visual, tetapi tidak semestinya harus diukur jika pemeriksaan secara visual tersebut
menunjukkan sambungan tersebut dapat diterima.
secara visual, tetapi tidak semestinya harus diukur jika pemeriksaan secara visual tersebut
menunjukkan sambungan tersebut dapat diterima.
Jika saiz bead yang terhasil adalah hampir sama dan lurah V 'A' tidak kelihatan dibawah permukaan
paip dan sambungan tersebut adalah seragam dan selari, maka tindakan pemeriksaan yang selanjutnya
tidak diperlukan.
paip dan sambungan tersebut adalah seragam dan selari, maka tindakan pemeriksaan yang selanjutnya
tidak diperlukan.
Page 1 of 5
Form No: JK/PT-04
Rev Date: 23/06/2022
Rev Date: 23/06/2022